Trocknung nach System


Das Ergebnis zählt. Lackier- und Trocknungsverfahren sind für die Industrie etabliert. Für das Handwerk sind andere Konzepte gefragt. Bild: Osmo
Das Ergebnis zählt. Lackier- und Trocknungsverfahren sind für die Industrie etabliert. Für das Handwerk sind andere Konzepte gefragt. Bild: Osmo
Lacktrocknung. Eine forcierte Trocknung bei der Oberflächenbeschichtung bringt auch für Schreinereien viele Vorteile. Abhängig vom Lackiervolumen und von den eingesetzten Systemen lassen sich auch mit relativ einfachen Mitteln deutlich kürzere Durchlaufzeiten erzielen.
«Den Letzten beissen die Hunde». In der Schreinerei trifft das Sprichwort nicht selten auf die Oberflächenspezialisten zu. Viele kennen den Zeitdruck, wenn man am Schluss der Produktionskette steht. «Für Planungen nimmt man sich oft viel Zeit. Am Ende muss es dann aber oft ganz schnell gehen», bestätigt auch Rolf Schmutz, Geschäftsführer der Votteler AG in Schwarzenbach SG. Kein Wunder also, ist eine forcierte Lacktrocknung für viele Betriebe interessant.
Neben praktischen Aspekten sind es natürlich vor allem wirtschaftliche Überlegungen, die dahinterstehen. «Lange Trocknungszeiten bedeuten nicht nur Zeit-, sondern auch Raumverbrauch. Die Teile müssen ja irgendwo zum Trocknen zwischengelagert werden», sagt Christoph Wollersen, Leitung Produktmanagement bei Hesse-Lignal. Ist die räumliche Situation von Produktionsbereich, Lackier- und Trockenraum nicht optimal gelöst, dann kommt während langer Trockenzeiten auch noch das Risiko der Qualitätsminderung durch Staubablagerung hinzu. Wer schnell trocknet, der senkt das Risiko, mindert die Kosten, erhöht Kapazitäten und bietet seinen Kunden Mehrwerte, weil er schnell ist.
Bleibt nur noch die Frage, wie es einfach schneller und trotzdem gut geht. Reichen die heute kürzeren und vielleicht bereits am Optimum rangierenden Trockenzeiten der Lacke allein schon aus? Die Beschichtungssysteme der Lackhersteller sind heute viel schneller trocknend als noch vor einigen Jahren. Vor allem bei den Wasserlacken hat man hier grosse Schritte gemacht. Bei lösemittelhaltigen Lacken spielt die Härterkomponente eine entscheidende Rolle. Alternative Abhärtungen sorgen hier für eine beschleunigte Trocknung der Beschichtung. «Selbstverständlich ist in der Lackentwicklung noch lange nicht das Ende der Fahnenstange erreicht. Laufend erfolgen Verbesserungen, auch bezüglich einer möglichen Steigerung der Trocknungsgeschwindigkeit bei weiterhin perfekter Oberflächenqualität. Letztlich können Lackformulierung und Anwendungstechnik aber nie unabhängig voneinander betrachtet werden», erklärt Albert Rössler, Leitung Forschung und Entwicklung im österreichischen Adler-Werk.
Das Zusammenspiel der Parameter bei der Oberflächenbeschichtung muss auf die gewünschten Ergebnisse abgestimmt werden, und das bei schnell wechselnden Trends – von Hochglanz bis stumpfmatt, von kaum sichtbaren Schichtstärken bis hin zu Lacken mit besonderen Funktionen. Dies ist für die Lackhersteller eine Herausforderung, für den Schreiner als Universalhandwerker und damit auch Oberflächenspezialisten eine fast unlösbare Aufgabe, denn Anlage, Beschichtungssysteme und das Personal müssen diesen Wandel mitmachen. «Wenige Minuten Trockenzeit bei Wasserlacken entspricht heute dem Stand der Technik, meist aber nur im industriellen Umfeld. Robuste Wasserlacke erfüllen im gewerblichen Möbelbau aber ebenfalls alle Anforderungen und stellen eine Alternative zu lösemittelbasierten Lacken dar – insbesondere in Kombination mit einer guten Anlagentechnik», so Rössler. Hinter vorgehaltener Hand hört man jedoch vom einen oder anderen Schweizer Lackexperten, dass die konventionellen Lacke derzeit eher wieder auf dem Vormarsch sind.
Hohe Investitionskosten für eine Optimierung des Oberflächenbereichs stehen mutmasslich derzeit nicht besonders hoch im Kurs. Dafür gibt es auch einfache Mittel, die eine Verbesserung darstellen, sprich, die Durchlaufzeiten in der Oberflächentechnik reduzieren. Darin scheinen sich die Experten einig: «An erster Stelle stehen immer noch die traditionellen Verfahren, die einfache physikalische Gesetze ausnutzen: Die Erhöhung der Temperatur bei gleichzeitig grossem Luftaustausch stellt sicherlich noch das am häufigsten angewandte Trocknungsverfahren dar, wobei dies nur in der richtigen Kombination Sinn ergibt. Nasse Wäsche trocknet auch nicht bei 80 °C, wenn diese im Dampfbad steht», weiss Christoph Wollersen.
Häufig reiche es aus, den Lackierbereich vom Trocknungsbereich zu trennen, um die teuer aufgeheizte Umgebungsluft nicht durch die Farbnebelabsaugwand ungewollt wieder abzuführen, erklärt Elmar Kaiser, Bereichsleiter Holzhandwerk bei Remmers. Bedingungen mit einer Lufttemperatur jenseits von 20 °C bei einer relativen Luftfeuchte von 50 bis 60 % und geringer Luftverwirbelung bei Geschwindigkeiten unter 0,2 m/s sind Grundvoraussetzungen dafür. Luftzufuhr ist wichtig, kann jedoch im handwerklichen Bereich kaum mit Ventilatoren erzeugt werden. Stattdessen kommen druckluftbetriebene Systeme zum Einsatz, bei denen der regulierbare Luftstrom mittels Düsen gezielt eingesetzt werden kann. Voraussetzung hierfür ist trockene Druckluft, in der Regel durch einen Kältetrockner erzeugt.
Auch belüftete Hordenwagen können bei Wasserlacken eine Beschleunigung der Trocknung bewirken. Dabei strömt die Luft langsam und gleichmässig entlang der Oberfläche. Einen solchen Hordenwagen hat etwa der baden-württembergische Landesfachverband des Schreinerhandwerks in Zusammenarbeit mit dem Fraunhofer-Institut bereits vor 15 Jahren entwickelt. Die Kosten für einen so modifizierten Hordenwagen liegen bei wenigen hundert Franken. In Serie ging die Idee trotzdem nicht. Dabei hätten Ablüftversuche gezeigt, dass bei der Verwendung von Wasserlack die Trockenzeiten unter idealen Bedingungen auch ohne Wellen – gleich welcher Art – deutlich reduziert werden können. «Einfache und kleine Anlagen, die auf Basis der Luftentfeuchtung (Kondensationstrocknung) beziehungsweise Konvektionstrocknung mit Druckluft arbeiten, können wegen der Flexibilität mit belüfteten Hordenwagen ideal im kleinstrukturierten Gewerbe verwendet werden. Auch mobile Halogen- oder Infrarottrockner finden vermehrt Anwendung», sagt Rössler.
Wie immer, wenn neue Technologien aufkommen, gibt es mit der Markteinführung eine gewisse Zeit der Euphorie. Unternehmen wollen den Stand der Technik mitdefinieren und investieren viel Geld dafür. Egal, ob es dabei um den Leichtbau, die Laserbekantung oder die Lacktrocknung mittels ultraviolettem Licht (UV) geht. In der Industrie erfolgreich eingesetzt, hat so manches Unternehmen in den vergangenen Jahren viel Geld in die UV-Trocknung der Oberflächen investiert. Die Technik ist etabliert und liefert einwandfreie Ergebnisse. Aber: Sie ist auch teuer.
«Für die meisten kleinen Betriebe im Handwerksbereich wird sich diese Trocknungsart zum heutigen Stand der Technik nicht durchsetzen», zeigt sich Elmar Kaiser, Bereichsleiter Holzhandwerk bei Remmers, überzeugt. Nicht viel anders klingen andere Experten der Lackhersteller. Die Investitionskosten für UV-Trocknung sind für Kleinbetriebe einfach zu hoch. Demgegenüber sind kleinere, teils mobile Anlagen mit Infrarot(IR)- oder Halogenstrahlung eine interessante Alternative zum UV-System. «Trocknungsverfahren, die mit IR-Strahlung arbeiten, haben sich tatsächlich etabliert. Das Verfahren regt Moleküle zu Schwingungen und Rotationen an, was sich als Wärme äussert. Ein von einem IR-Strahler bestrahltes Produkt nimmt bis zu 92 % der abgestrahlten Strahlung auf, etwa 8 % gehen als sichtbares Licht und durch Wärmeleitung verloren», so Wollersen.
Ein grosser Vorteil der gegenüber UV-Licht etwas langwelligeren Strahlungsarten ist, dass diese in der Praxis für viele Lackprodukte, von farbigen Beschichtungen bis hin zu Beizen, funktionieren. Und die Anlagen dafür sind bei Weitem nicht so kapitalintensiv. «Der Einfluss auf die Trocknung bei wasserbasierenden Systemen ist grundsätzlich begrenzt. Trotzdem sind sie gegenüber Lösemittelsystemen in Bezug auf die Trocknung wettbewerbsfähig. Das liegt zum einen an höheren Festkörperanteilen und an der Vielzahl einsetzbarer Trocknungsmöglichkeiten. Gerade bei den wässrigen Systemen werden gute Erfahrungen mit der Infrarottrocknung gemacht», so Wollersen.
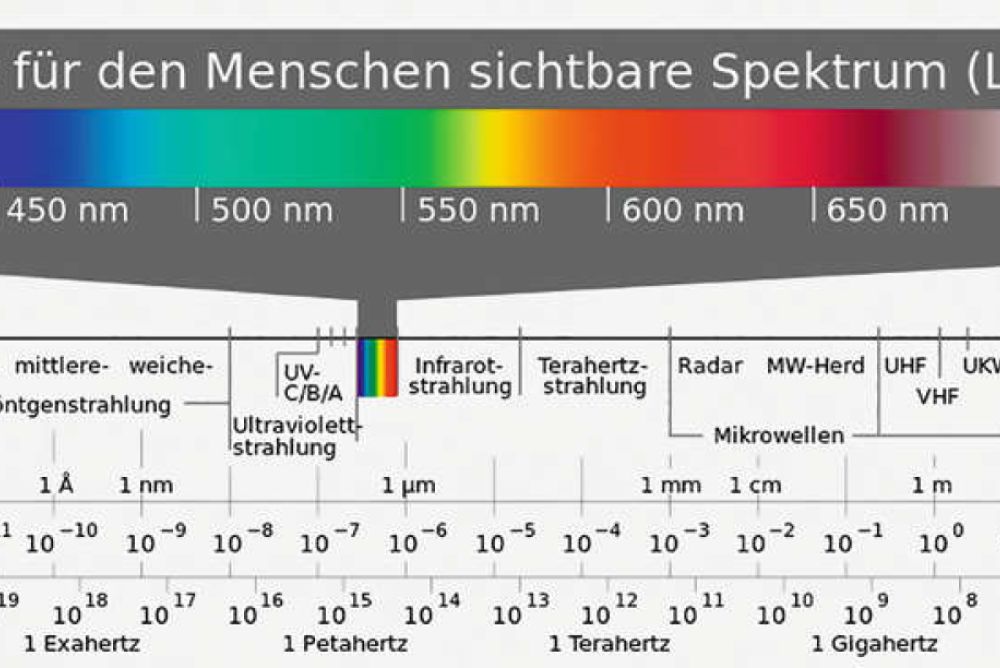
Doch auch hier steckt der Teufel im Detail. Es fängt schon damit an, dass Uneinigkeit darüber herrscht, ob es sich bei der Halogen- und IR-Trocknung um gleiche Verfahren handelt. Horst Ott, Pionier beim Anlagenbau auch von Halogentrocknungsanlagen weist das von sich. Klar ist indes, dass beide Verfahren die Moleküle zu Schwingungen anregt. Und wo Bewegung ist, wird Wärme erzeugt. Ott beziffert den Bereich von Halogenstrahlung von 0,9 bis 1,15 Mikrometer und damit auf einen Teil des Spektrums der Infrarotstrahlung, die von 0,8 bis zu 4 Mikrometer reicht. «Mit den Begriffen kurzwellig, mittelwellig und langwellig werden Infrarotstrahler häufig klassifiziert. Sie sind einprägsam, aber technisch gesehen nicht zutreffend. Festkörperstrahler, auch Glühstrahler genannt, haben ein Strahlungsspektrum, das immer mindestens zwei der genannten Bereiche überdeckt. Je höher die Temperatur, desto weiter verlagert sich das Maximum zu kleineren Wellenlängen», sagt Karl Vargyas, Geschäftsführer der Elektro-Mechanik-Sonnenschein GmbH.
Für den Praktiker entscheidend ist indes, was er vorne reinstecken muss und was dabei hinten rauskommt. Und da sind – ob unterschiedlich oder gleich – Infrarot- und Halogenstrahlungsprozesse interessant. Bei den Anbietern von Halogen- und Infrarottrocknern finden sich zufriedene Kunden, weil diese beiden heute deutlich schneller trocknen. «Wichtig ist auf jeden Fall, die Hordenwagen nicht zu dicht zu beladen. Ansonsten entstehen Schatten, die lokal zu nicht getrockneten Bereichen führen», verweist Rössler auf eine Regel, die bei allen Trocknungsverfahren gilt.
Je nach Grösse der Anlage und des zu trocknenden Materials reicht das Spektrum von 1 kW bei kleinen, mobilen Strahlern bis zu 40 kW-Anlagen. Für einen kleineren Betrieb dürfte eine Anlage bis 10 kW ausreichend sein. Hier bewegt man sich in einem Bereich von einigen Tausend Franken Investitionssumme, die eine Verkürzung der Trockenzeiten auf wenige Minuten bewirken. Kostenmässig überschaubar, lassen sich vor allem Wasserlacke, aber auch andere Systeme, schnell trocknen beziehungsweise aushärten. Im jeweiligen Einzelfall empfiehlt sich die enge Abstimmung zwischen Lack und Technik.
Gut zu wissen: In Bezug auf die Trocknungsverfahren stehen dem Schreiner die Lackhersteller und -lieferanten mit ihren Beratungsfachleuten zur Seite, denn hier den Durchblick auf Hochglanz zu halten, ist für den Handwerker nicht ganz einfach.
www.osmo.dewww.votteler.chwww.hesse-lignal.dewww.adler-lacke.comwww.remmers.dewww.bauspez.chwww.halogentrocknung.chwww.el-me-so.deVeröffentlichung: 05. März 2015 / Ausgabe 10/2015




Laserreinigung. Auch wenn das Laserschwert noch eine Weile Science-Fiction bleiben wird, ist mit gebündelten Lichtstrahlen bereits heute vieles möglich, was vor 50 Jahren nur in Filmen funktionierte. So zum Beispiel Rost und Schmutz einfach mit einem Laserstrahl zu verdampfen.
mehr
Beizen. Dem Holz nach Belieben eine kräftige Farbe schenken, ohne auf Maserung und Farb- verlauf im Holzbild achten zu müssen, und trotzdem das Holz noch erkennen können. Das können nur Beizen. Sonst braucht es nicht sehr viel dazu. Es gilt: Probieren geht über Studieren.
mehr
PaidPost. Beim traditionsreichen Unternehmen Gross Fenster + Türen GmbH in Salzweg bei Passau (D) hat Range + Heine aus Winnenden (D) kürzlich die horizontale Flutanlage für die Grund- und Zwischenbeschichtung von Holzteilen modernisiert und erweitert.
mehr