Null Toleranz gegenüber Toleranzen
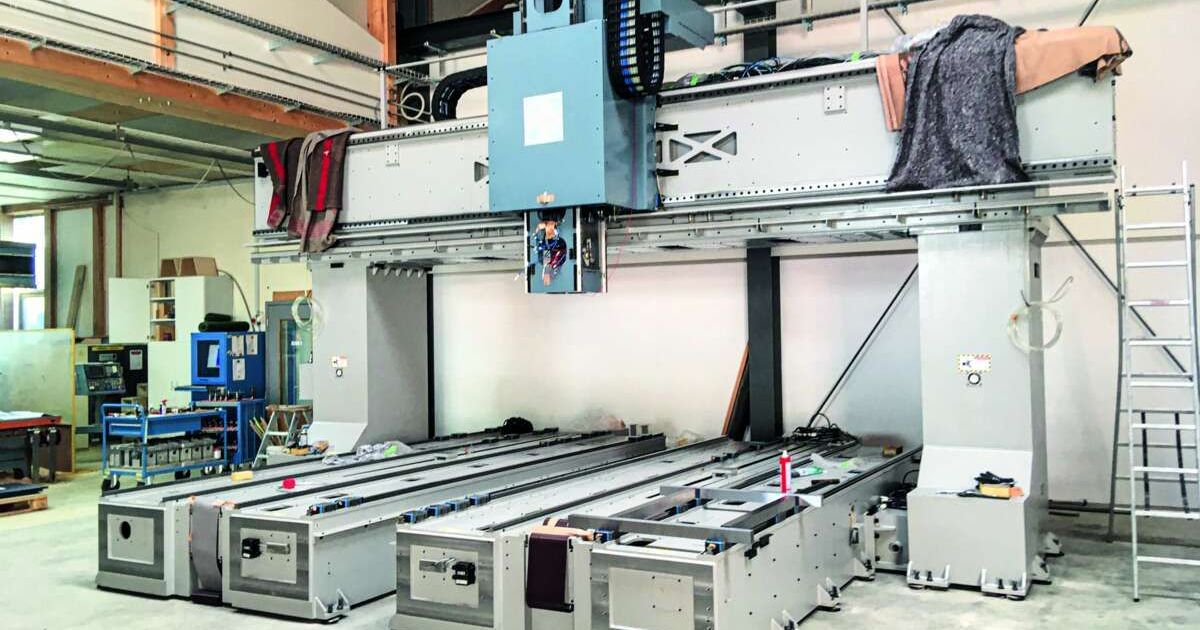

Montage der 41-t-CNC-Maschine. Gut sichtbar: Tisch-konstruktion und Portalaufbau sind fest verbunden. Bild: Marcel Eggimann
Montage der 41-t-CNC-Maschine. Gut sichtbar: Tisch-konstruktion und Portalaufbau sind fest verbunden. Bild: Marcel Eggimann
Präzision. Wenn bei der Maschinenarbeit Ungenauigkeiten auftreten, kann das verschiedene Ursachen haben. Damit Fehler sich nicht fortsetzen und am Ende summieren, braucht es vom Fundament bis zum sorgsamen Umgang mit Werkzeugen ein genaues Auge für alle Parameter.
Gute Arbeit braucht gutes Werkzeug. Es kommt nicht von ungefähr, dass Schreiner als äusserst begeisterungsfähig gelten, was ihre Maschinen und Werkzeuge angeht. So mancher Schreiner zeigt seine Ausstattung gerne und mit Stolz. Vor allem, wenn diese gute Ergebnisse liefert, die Arbeit also leicht von der Hand geht und dabei stets exakte und wiederholbare Resultate liefert.
Wer Marcel Eggimann (kleines Bild) durch seinen Betrieb in Ramsei BE folgt und den Erklärungen lauscht, kann sich zweier Eindrücke kaum erwehren: dass es sich hier um einen Schreiner mit Herzblut für die Technik handelt und dass auch noch ein paar Semester Maschinenbaustudium mit von der Partie sind.
30 Jahre liegt es zurück, als Vater Hans Eggimann das erste 5-Achs-Bearbeitungszentrum anschaffte. Damals, 1990, war es wohl das erste seiner Art in der Schweiz. Und in dieser Zeit war Sohn Marcel Eggimann nach der Ausbildung im Praktikum in Japan beim Maschinenbauer Heian.
Das jüngste Mitglied des Maschinenparks ist im letzten Jahr aufgebaut worden, wobei es keine Maschine im eigentlichen Sinne ist, sondern eher eine Anlage. Wiederum mit fünf Achsen ausgestattet, ist das Präzisionsgerät von Heian inzwischen Nummer vier der japanischen CNC-Familie in der Werkstatt im Ramsei. Und das bis dato grösste und eindrücklichste Werkzeug von Schreiner Eggimann. «Bei Heian gibt es keine Maschine aus dem Katalog. Die CNC- Maschine wurde für unsere Anforderungen der Fertigung konfiguriert. Dazu haben wir die Maschine über einen Zeitraum von fast vier Jahren evaluiert», erklärt Marcel Eggimann. Darin eingeflossen sind selbstredend die Erfahrungen mit den anderen CNC-Bearbeitungszentren und das angestrebte Ziel, ein Werkstück in einer Aufspannung fertig zu bearbeiten, und das bei grösstmöglicher Exaktheit, damit Nacharbeiten von Hand möglichst entfallen. Das Unternehmen agiert als Dienstleister für Kollegen, wobei viele Aufträge aus dem Bereich des Formenbaus und auch branchenfremde Auftraggeber häufig sind.
Eggimann weiss, dass Toleranzen aus verschiedenen Quellen stammen können. «So werden aus Hundertsteln und Zehnteln schnell Millimeter. Toleranzen summieren sich im Arbeitsfluss. Deshalb muss man alle Faktoren berücksichtigen wie das Werkzeug und die Schneiden, die Aufspannung des Werkzeuges, das bearbeitete Material und natürlich auch die Maschine selbst», sagt Eggimann. Vor allem bei der 5-Achs-Bearbeitung können kleinste Toleranzen verheerende Auswirkungen auf das Arbeitsresultat haben. Weil Marcel Eggimann selbst auch praktisch im Betrieb mitarbeitet, verwundert es bei der Technikbegeisterung nicht, dass der Maschinenpark über die vier Bearbeitungszentren hinaus eindrücklich und von hoher Qualität ist. Im Werkzeugraum etwa wird der Schneidenflugkreis eines Maschinenwerkzeuges digital vermessen. Am Bildschirm zeigen sich dabei über die Referenzlinien kleinste Ungenauigkeiten. Damit kann Eggimann Toleranzen bei den Werkzeugen ausschliessen. Die neue Heian arbeitet zudem mit einem Heidenhain-Vermessungssystem, das sonst in Robotik oder Werkzeugmaschinen Anwendung findet. Die Arbeit der direkt angetriebenen und gross dimensionierten Spindel kann so stets auf kleinste Ungenauigkeiten hin überprüft werden. Mit einem Drehmoment von 80 Newtonmetern stellt Eggimann sicher, dass auch bei grossen Belastungen und Druck auf das Werkzeug die Präzision im Dauerbetrieb gewährleistet ist.
Damit am Ende eine exakt arbeitende Maschine auch präzise Ergebnisse liefern kann, muss diese sinnbildlich auf gutem Grund stehen. «Bevor eine CNC-Maschine installiert werden kann, muss man genau wissen, wie der Boden aussieht. Falls dies nicht genau bekannt ist, führen wir Kernbohrungen durch», erklärt Linus Oehen vom Beratungsunternehmen Tre Innova AG in Hünenberg ZG. Falls das Fundament nicht tragfähig genug sei, müsse es ersetzt werden. Denn: «Wenn später Präzisionsprobleme auftreten, ist es zu spät. Dann ist die Maschine bereits geschädigt», so der Experte. Maschinen würden statisch optimiert und bräuchten deshalb ein gutes Fundament. Probleme würden manchmal auch durch die Bauteilaktivierung auftreten, also durch das Führen von Leitungen und Wärmequellen im Fundament. Gut seien Gebäude meist, wenn sie in Richtung 30 Jahre alt seien. Dann seien die grössten Setzungsprozesse abgeschlossen.
Die neue CNC-Maschine in der Werkstatt von Marcel Eggimann wiegt 41 Tonnen. «Das Fundament in der neuen Halle haben wir sogar grösser dimensioniert, als vom Ingenieur berechnet», sagt Eggimann. Bei der Portalmaschine selbst sind das massive Tischbett und das Portal miteinander verbunden. Die beiden unabhängig voneinander gesteuerten Pendeltische werden nicht über Rollen, sondern über Walzenlager bewegt, damit die maximale Lastaufnahme von vier Tonnen pro Tisch auch dauerhaft funktioniert. Solche «kleinen» Unterschiede sind es oft, die darüber entscheiden, ob eine Maschine über lange Zeit die Qualität und Präzision erbringt oder nicht.
Dies zeigt sich nicht nur bei grossen Maschinen und Anlagen, sondern auch bei gewohnten und weitverbreiteten Maschinen. Die stehenden Plattensägen aus dem Hause Striebig gelten in der Branche allgemein als besonders langlebig, zuverlässig und präzise. Und das hat Gründe. «Bei einer stehenden Plattensäge bilden drei Bauteile das Herzstück. Der Rahmen, der Sägebalken und das Sägeaggregat», sagt Guido Jost, Produktmanager bei der Striebig AG in Luzern. Wenn nur eine Schwachstelle zwischen den drei Komponenten vorhanden ist, dann ist es auch mit der Präzision vorbei. «Bei unseren Sägen ist der Rahmen fest verschweisst, weil wir der Überzeugung sind, dass dieser nur so auf Dauer die nötige Stabilität und Präzision behalten kann», sagt Jost. Damit muss allerdings das grösste Teil der Säge auch so transportiert und montiert werden. Das ist aufwendig und teuer, weshalb manch anderer Hersteller des Maschinentyps auf Elementbauweise mit Verschraubungen setzt, die erst vor Ort in der Schreinerwerkstatt endmontiert werden. Eine Striebig-Säge wird durch die hauseigenen Fachtechniker montiert. Damit will man Fehler bei der Installation vermeiden. Der häufig vorgefundene Holzboden in einer Werkstatt ist angenehm für die Mitarbeitenden, als Untergrund für eine stehende Plattensäge jedoch nicht geeignet. Dieser muss dann ausgeschnitten und das Fundament an den Standpunkten verstärkt werden. Nur so kann der verschweisste Rahmen auf Dauer auch stabil stehen. Einen hohen Aufwand betreibt Striebig für jede einzelne Säge bereits in der Fertigung. Das «Verheiraten» ist dabei der Höhepunkt. «Zur Qualitätssicherung feiert bei uns jede Säge Hochzeit. Das ist der Moment, wenn der Sägebalken mit dem Sägeaggregat auf den Rahmen montiert wird. Anschliessend wird jede Säge eingeschnitten, und wir prüfen alle Parameter der Genauigkeit», sagt Jost.
Ebenfalls anerkannt und weit herum geschätzt sind die hochwertigen Maschinen von Martin, die auch nach langer Zeit in puncto Präzision hochwertige Ergebnisse liefern. Voraussetzung dafür ist der Maschinenständer. Genauer gesagt, muss dieser eine hohe Steifigkeit aufweisen und Schwingungen durch die hohen Drehzahlen der Werkzeuge in der Holzbearbeitung absorbieren. Die Maschinenkonstrukteure von Martin erreichen dies mittels einer Verbundbauweise aus Stahl und Beton. Bereits 1920 wandte das Unternehmen dieses Prinzp an, um nach einem Ausflug in die Gussständerbauweise später, in den 1980ern, wieder zum optimierten Verbund zurückzukehren. Dabei wird eine massive, geschlossene Stahlkonstruktion mit einem speziellen Beton ausgegossen. Dieser ist mit ver- schiedenen Zuschlagsstoffen versehen, um etwa die Verbindung zum Stahlkorpus zu stärken. «Es ist weitläufig bekannt, dass Schwingungen von Beton um ein Vielfaches effektiver absorbiert werden als von Gussständern oder gar reinen Schweisskonstruktionen», erklärt Michael Mühldorfer, Leiter Produktmanagement bei Otto Martin Maschinenbau.
Die Metallbearbeitung komplexer Gussteile wie Schwenklager und Konsolen und ganze Bauteilgruppen, etwa zur Aufnahme eines Fräsaggregates, werden in einer Aufspannung mit der CNC-Maschine bearbeitet. Was bei Eggimann in Holz zu exakten Ergebnissen führt, kommt aus der Metallbearbeitung. Bei Martin erreicht man so eine hohe Präzision der einzelnen Führungen und Teile zueinander. Und das spürt man auch nach Jahren bei der Arbeit an den Maschinen.
www.eggispan.chwww.treinnova.chwww.striebig.comwww.martin.infoVeröffentlichung: 10. Juni 2021 / Ausgabe 24/2021









PaidPost. Wenn die neuen Trenddekore und Oberflächen am Markt erscheinen, schlägt das Herz des Einrichters sofort höher. Besonders heftig geht der Puls beim Anblick der neuen Kollektion des Anbieters Fundermax.
mehr