Verbindungen mit Potenzial


Auf den beiden Fräszentren werden die vorgeleimten Dübel eingetrieben. Bild: Philipp Heidelberger
Auf den beiden Fräszentren werden die vorgeleimten Dübel eingetrieben. Bild: Philipp Heidelberger
Automatisierung. Das Verketten von einzelnen Arbeitsprozessen ist der nächste Schritt im Bereich der Produktionstechnik. Ein Beispiel zeigt, wie solch eine Fertigung aufgebaut ist, wo es noch Potenzial gibt und was für Konzepte sich die Maschinenhersteller ausdenken.
Die Automatisierung erreicht mehr und mehr das Handwerk. Das mag paradox klingen, aber mit Kantenanleimmaschinen und CNC-Bearbeitungszentren haben zahlreiche Schreinerbetriebe schon viele Arbeitsschritte automatisiert. Während die Unternehmungen noch damit beschäftigt sind, automatische Lager, Beschickungen und Rückführungen zu installieren, sind die nächsten Entwicklungen bereits im Gang.
Ein zentraler Punkt dabei ist die Verkettung und Vernetzung von Prozessen sowie Maschinen. Dies stellt den nächsten logischen Schritt dar, denn das Potenzial bei einzelnen Maschinen ist zu grossen Teilen ausgeschöpft. Die Hersteller erwarten im Bereich der Maschinentechnik in den nächsten Jahren denn auch keine wesentlichen Technologiesprünge mehr. Viel grösser sind die Möglichkeiten bei der Vernetzung, der Schlüssel dazu ist die Digitalisierung. Denn diese erlaubt es, auch Prozesse in kleineren Produktionen zu verketten.
Aufgrund hoher Kosten, grossem Aufwand und wenig Flexibilität war dies bisher nur für grosse, industriell fertigende Unternehmen überhaupt interessant. Sie hatten die dafür nötigen Stückzahlen und Serienprodukte, die solche Produktionskonzepte überhaupt möglich und rentabel machten. Ein paar dieser Betriebe in der Schweiz – insbesondere solche aus dem Möbelbereich – mussten aber in den letzten Jahren ihre Produktion einstellen oder massiv umbauen. Kostendruck, verändertes Kaufverhalten der Kunden, fehlende Stückzahlen oder falsche Strategie, die Gründe dafür sind wie so oft vielfältig. Ein grosses Handicap war aber sicherlich die mangelnde Flexibilität in der Produktion, was ein rasches Umstellen auf die Marktveränderungen enorm schwierig machte.
Ein Unternehmen, das die Zeichen der Zeit früh erkannt hatte, ist die Loosli Küchen und Badmöbel AG. Im Jahr 2015 begann man die Produktion im bernischen Wyssachen komplett umzubauen. In einem ersten Schritt wurde in einem Erweiterungsbau eine horizontale Säge-Lager-Kombination installiert. Das automatische Lager befindet sich im Obergeschoss und fasst etwa 3000 Platten von rund 290 Sorten.
Die zugeschnittenen Teile werden automatisch mit einer Etikette versehen und kommen in einen ersten Zwischenpuffer. Ist der Puffer gefüllt, reicht der Vorrat für ungefähr drei Stunden. «Der erste Puffer sorgt dafür, dass die Kantenanleimmaschine keine Unterbrüche im Materialfluss hat», sagt Geschäftsführer Manfred Loosli. So kann der Mitarbeiter an der Säge zwischendurch auch andere Arbeiten erledigen, wie das Einlagern von Platten, oder in die Mittagspause gehen.
Die Kantenanleimmaschine ist mit einem Laser- und einem PU-Aggregat ausgerüstet. Je nach Anforderung wird automatisch das jeweilige Aggregat zugeschaltet. Erhält ein Teil auf zwei oder mehr Seiten eine Kante, dreht es die Rückführanlage selbstständig und schickt das Teil nochmals durch die Kantenanleimmaschine.
Von dort gelangen die Teile in einen weiteren, im Jahr 2017 installierten Zwischenpuffer. Dieser hält die Werkstücke für die Bearbeitung auf einem der beiden Fräszentren bereit. Diese gingen Anfang 2018 in Betrieb und schiessen auch gleich die Dübel ein. Aufgrund der Sauberkeit und Wartungsintensität setzt das Unternehmen hier auf vorgeleimte Dübel. Bei diesem Verfahren wird die ab Werk auf dem Dübel aufgebrachte Leimschicht nur mit Wasser aktiviert. Eine aufwendige Reinigung des Leimaggregats entfällt somit bei der Anlage.
Die Anlage transportiert die fertig bearbeiteten Teile dann in den letzten Puffer am Ende der Produktionsstrasse, der auch gleich die Entnahmestation darstellt. Er ist mit einer Anzeige versehen, auf welcher der Mitarbeiter anhand von Farben und Zahlen einfach erkennt, was mit dem jeweiligen Teil weiter geschehen muss. Ebenfalls nachgerüstet hat man mehrere Messstationen, welche die Teile auf dem Weg durch die Anlage immer wieder überprüfen.
Der Ausbauschritt von Anfang 2018 stellt somit das vorläufige Ende der Vorfertigung dar. Auf der Anlage können jetzt abhängig von den Bearbeitungen in acht Stunden etwa 700 bis 900 Teile gefertigt werden. Die minimale Grösse beträgt 240 × 85 × 8 mm, maximal kann die Anlage 2600 × 1200 × 60 mm grosse Werkstücke bearbeiten.
Für den Betrieb der Produktionsstrasse sind lediglich zwei Mitarbeiter nötig, einer für den Zuschnitt und einer für die Betreuung der Anlage. Früher waren in der Vorfertigung sechs Personen beschäftigt. «Realistischerweise müssen wir festhalten, dass bei den vielen Vorteilen dieser Anlage Arbeitsschritte und damit Arbeitsplätze wegrationalisiert werden. Intern versuchten wir, Mitarbeitern andere Arbeitsplätze anzubieten und für natürliche Weggänge keine neuen Mitarbeiter zu gewinnen», erklärt Manfred Loosli. Denn Spezialteile und Sonderanfertigungen werden separat auf anderen Bearbeitungszentren und Maschinen gefertigt.
Das Unternehmen denkt aber bereits darüber nach, wie sich die Produktion weiter optimieren und automatisieren lässt. Potenzial besteht gemäss Loosli noch bei der Kommissionierung, Montage und Verpackung. «Im Moment wissen wir aber noch nicht genau, wie wir diese Stationen mit der Vorfertigung verketten sollen.» Denn das Unternehmen stellt nicht nur fertige Möbel her, sondern fungiert auch als Zulieferer für andere Schreinereien. Es werden also unterschiedliche Fertigungstiefen benötigt, welche nur eine hochflexible Anlage bieten kann.
Eine Möglichkeit wäre der Einsatz von Robotern, diese sind aber relativ teuer und benötigen Platz. «Wahrscheinlich braucht es dann weitere bauliche Anpassungen am Gebäude oder wir müssen die Sonderteilfertigung umbauen», erzählt Loosli.
Für Manfred Loosli ist klar: «Man darf sich nicht nur auf die eigentliche Produktion fokussieren. Alles, was vor und nach der Bearbeitung passiert, ist ebenfalls wichtig.» Aus diesem Grund hat das Unternehmen auch ein vollautomatisches Fertiglager installiert. Der Bediener oder die Bedienerin braucht lediglich das jeweilige Packstück aufzurufen und dieses wird dann in wenigen Augenblicken bereitgestellt. Dadurch können auch Selbstabholer schnell versorgt werden und die Teile sind im Lager vor Beschädigungen geschützt.
Dank den Scan-Stationen lässt sich jedes Einzelteil innerhalb der verketteten Vorfertigung in Echtzeit verfolgen. Die Schwierigkeit besteht darin, all die gewonnenen Daten sowie die Prozesse laufend auszuwerten und Optimierungen vorzunehmen. «Das ist wirklich Knochenarbeit», sagt Loosli und verweist auf die Problematik der Ausbildung: Für automatisierte Prozesse brauche es Systembetreuer und Anlagewarte. Für die Holzbranche gibt es solche Ausbildungen in der Schweiz aber noch nicht, die Betriebe und deren Mitarbeiter müssen sich die Kompetenzen selber erarbeiten.
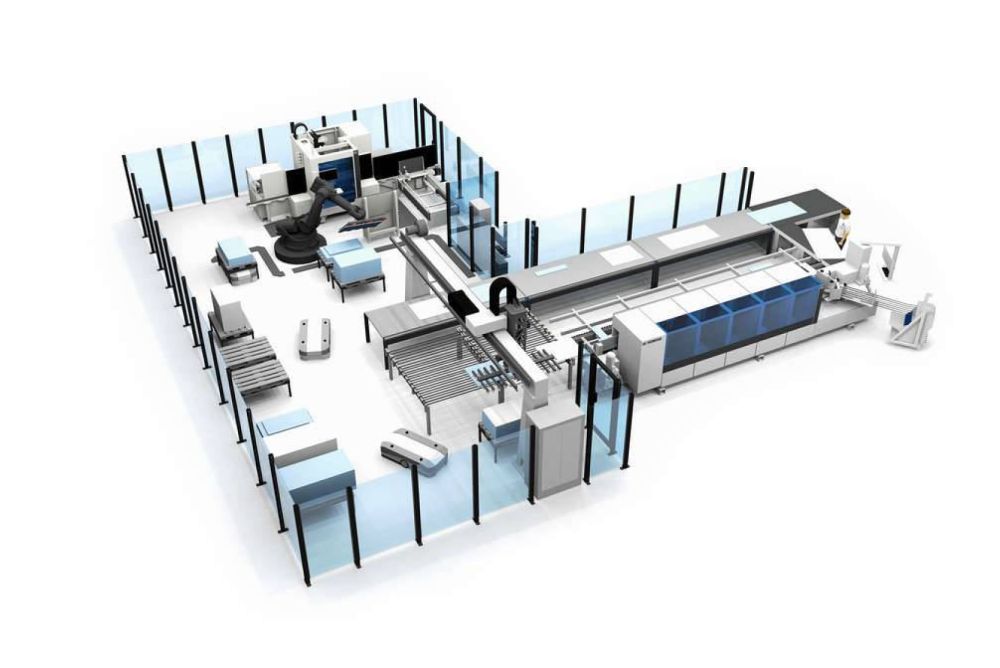
Solche Kompetenzen dürften in Zukunft nicht nur in grösseren Betrieben gefragt sein. Auf der Messe Holz-Handwerk im deutschen Nürnberg zeigte die Homag Gruppe eine verhältnismässig kleine, vollautomatische Fertigung. Zumindest Teile davon könnten auch für mittelgrosse Betriebe ein Thema werden. Die Anlage besteht aus einer Kantenanleimmaschine mit Rückführung und einem vertikalen Bearbeitungszentrum. Die beiden Zellen sind untereinander aber nicht über fix installierte Förderwege verbunden. Den Transport übernehmen fahrerlose Transportwagen, welche die Stapel von einer Maschine zur nächsten bringen. Das Beschicken oder Abstapeln übernehmen dabei je nach Anforderung einfache Beschicker oder Roboter. Solche fahrer- losen Systeme sind in anderen Branchen ebenfalls schon länger im Einsatz. Der Vorteil ist deren Flexibilität und die Produktion kann schrittweise modular erweitert werden.
Allerdings birgt die Automatisierung auch sozialpolitische Gefahren. Berufsbilder verändern sich, gewisse Arbeitsstellen werden wegrationalisiert oder verlagert. Viele Sicherheits- sowie Datenschutzfragen sind ebenfalls noch offen. Diese Diskussion ist in vollem Gange und davor wird auch die Schreinerbranche nicht gefeit sein.
Manfred Loosli sieht die Automatisierung auch als Chance: «Wir und die ganze Branche haben dadurch die Möglichkeit, im Wettbewerb mit dem Ausland konkurrenzfähig zu bleiben.» Letztendlich kann und muss auch nicht jeder Betrieb eine vollautomatische Fertigung anstreben. Durch den gezielten Einsatz solcher Technologien und die Möglichkeit, auf flexible Zulieferer zurückzugreifen, können auch kleinere Betriebe sich weiterentwickeln.
Veröffentlichung: 19. April 2018 / Ausgabe 16/2018







Christian Härtel macht den Test Das Gerät im Test stellt die erste praktische Begegnung des Autors mit einem Linienlaser dar. Was einer sagt, der das Ausrichten und Nivellieren mittels Wasserwaage und Richtlatte gewohnt ist und der noch die Arbeit mit der Schlauchwasserwaage kennt, steht im Praxistest.
mehr
Werkstoffe. Aus wirtschaflichen Gründen will die Firma Samvaz in Châtel-St-Denis FR ihr Werk für Holzelemente schliessen. Wie die Firma mitteilt, läuft aktuell ein Konsulationsverfahren unter den betroffenen Mitarbeitenden, wie die Produktion allenfalls gerettet werden könnte.
mehr
PaidPost. Die neue «Stream B MDS 2.0» von Biesse ermöglicht mit ihrer neuen Kantenanleimtechnologie flexible Losgrösse-1 Produktion und maximaler Leistungsfähigkeit mit bis zu 1'200 Platten pro Schicht.
mehr